�{���y�������^��ƫ��Ƚ�B�������ڣ�2019-09-23
�ڽ����@���ӑB���̘I�h��������̂���̎�ڵĽ�������֮�¡��Ј�ȫ�����ڮa���p������ɱ����c���Y�͵Ͳ��ϳɱ��İlչ�Ҹ����ľ������M���Թ�˾�����M���^����׃���Ŀ͑�����Ҫ����������֮�g��Ȼ���ڸ������ṩ�|���ĮaƷ�����^�ٵ��YԴ�����a���������M����ȫ���ع����ͷ�Ҏ���ߣ�����߀�挦�@Щ�Ј�����
�����������Ĺɖ|�ṩ���Խ��ܵĻ؈��I�������J�R����������ԭ���Ϻ͏U���ɱ���ͬ�r�������a����ͨ�^�����^�̿��Ƽ��g�p�������^���е��^��ƫ����ѽ����J����һ�N�Ϳ˷�ȫ����������Ч������
һ����˾�Ļ���Ŀ�˾���ͨ�^���a���|���ĮaƷ��ٍȡ���������|���ĮaƷ�M��һϵ�еļ��gҎ���κΌ����ѽ������ļ��gҎ���ƫ�x������ζ������ԭ�ϵ��^��ʹ�á����¼ӹ��ɱ���U���aƷ���pʧ�������@�ӣ�ͨ�^�^�̿��ƾͿ���ȡ�úܴ�Ľ���Ч����ͨ�^�^�õ��^�̿��Ɓ�p���^��ƫ��ȿ��ԏ�һ�_ʼ�͌��F�^�̵�***���ͮaƷ���������a��
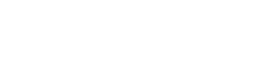
ԭ���Ϻ����a�^����Ĺ��еIJ�һ�����Ǯa��ƫ��ij�Ҋ����������ʹ���^��׃���a��һ�����ڻ�����O���c��ƫ�һ��̎�ڿ��Ơ�B��ֻ�г�Ҋ��ƫ��������ڕr���^�̵��͵ؕ���ѭ������B�ֲ����D2-1����
���@���ֲ��ϣ��ɽyӋ�W�õ���һ����ֵ�^��Q��+/-2 σ�^�����������^��׃��ƫ�x�O���c�ij̶ȡ��@���^������^��ƫ��ȡ����nj��^�̱����Ƶ���ξo�ܵ�һ�N�y�����^��ƫ��ȣ�Ҋ��1 ����Ķ��x�����^�̾o�̶ܳȵ�һ�N���_�y��������ʾ���O���c��һ���ٷֱȡ�
���磬���һ���aƷ�M��ij�����gҎ������ޣ���ô�O���c��Ҫ�������@������֮�ϵ�2 σֵ̎���@�������_�����@�������������a�����ЮaƷ���M���|��Ҏ��Ȼ�������}����һ���ȼ��gҎ��Ҫ����
���ˮ�������a�ܴ�ٷֱȵĮaƷ�����M�ܶ���YԴ��Ҋ�D2-1����ķֲ��D��������Ľ�Q������ͨ�^�x��һ���ܮa���^С��σ ���y�T��pСƫ��ķֲ��̶ȣ�Ҋ�D2-1 ����ķֲ��D����
�pС�^��ƫ�����ȡ����IĿ�˵�һ���P�I���������˾�ѽ��J�R���@һ�c�����������f���ѳ�ǧ���f��Ԫ���M�ڃx�����棬�Խ�Q�^��ƫ��ȜpС�Ć��}��һ�����������顣���ҵ��ǣ������䌦�ӑB���ܵ�Ӱ�δ���J�R�����{���y(�����y)���@�����泣���������ˡ������ƻ�·�ďV���о��������_80%�Ļ�·�ڜpС�^��ƫ��ȷ������ò��á��Mһ�����˂��l�F�{���y(�����y)���ڸ��N���ӵ�ԭ�����@�����}����Ҫؕ�I�ߡ�
���˙z��y�T�����ܣ������̂��ڄӑB���^�̗l���yԇ�����ĮaƷ���@Щ�yԇ���͵���������ԇ�����Č��H�]�h��·�������M�еģ��D2-2�������]�h��·�l�����u���{���y(�����y)�M���ṩ�ˌ�ƫ�����r���挍�Ĝy�����]�h��·���ܔ����C���鑪�ù��r�x��һ�����m���y�T����ȡ���^��ƫ��ȵ����@�pС��
�{���y(�����y)�pС�^��ƫ��ȵ�����ȡ�Q���S�����ء����]���������������{���y(�����y)���I����о��ѽ��l�F�K�˿���Ԫ�������y�T�����ЙC���Ͷ�λ��������ĽY�����c�����ڄӑB�l����ȡ�úõ��^�̿����Ƿdz���Ҫ�ġ�������Ҫ���ǣ��{���y(�����y)�M������һ��Ԫ�����M��***�������졣��������һ�������ĽM�����OӋ���y�T�������͵ز����a���ĄӑB���ܡ��OӋ�r��Ҫ���]��һЩ��Ҫ�����ذ�����
�� ���^
�� ���ЙC��/ ��λ�����OӋ
�� �y�T푑��r�g
�� �y�T��ͺͿڏ�Ӌ��
ÿһ���OӋ���ض����ڱ�����]�����ṩ�P����ʲô�M����һ�������������y�T�Y������֪��Ҋ��
��һƪ���{���y��B �����^�̿����g�Z ��һƪ���{���y���������^��B
-

늄���ͨ���y
늄���ͨ���y��������ʽ���ЙC������ͨ���y�M�ɵ����D��Д��{���y�T������...
-

�ھ����]ʽȡ���y-��PFAȡ��ƿ
���� �ھ����]ʽȡ���y-��PFAȡ��ƿ����Q�ˬF��ȡ���y�ď��s�Y����ȡ��ƿ...
-

�ھ��r��ȡ���y-����ȫ��-PFAȡ��ƿ
���� �ھ��r��ȡ���y-����ȫ��-PFAȡ��ƿ����Q�ˬF��ȡ���y�ď��s�Y����ȡ...
-

�oˮ������ȡ���b��-�����_���w�w�b��
���� �oˮ������ȡ���b��-�����_���w�w�b�ã���Q�ˬF��ȡ���y�ď��s�Y����...